РВОЕЧКС¶
єёЅУєё·мОЮЛрМЅЙЛјмІв-БчіМКВПо
Ч·ЗуЖ·ЦКЎўѕ«ТжЗуѕ«Ј¬КЗЛЩЅЭјЬТ»ИзјИНщµДЧ·ЗуЈ¬ёьКЗ¶ФїН»§µДіРЕµЎщЎЈ


єёЅУјмСй°ґ·Ѕ·ЁїЙ·ЦОЄЖЖ»µРФјмІвЎў·ЗЖЖ»µРФЁ€јмІвЎўОЮЛрјмІвЎЈ
ЖдЦРОЮЛрјмІвЦРУРјёПоЅП…eОЄЦШТЄµДПоДїЅсМмРЎ±аѕНёшґујТЅв¶БПВЈє
1
Дї КУ јм Ів
ёЕКцЈєДїКУјмІвКЗТ»ЦЦіЈУГЎЖЎЎµДјмСй·Ѕ·ЁЈ¬ЛьТФИвСЫ№ЫІмОЄЦчЈ¬±ШТЄК±АыУГ·ЕґуѕµЎўБїѕЯј°Сщ°еЎчµИ¶ФДїКУіЯґзєНєё·м±нГжЦКБїЅшРРИ«ГжјмІйЎЈєё·мµДДїКУјмІйЦчТЄНЁ№эБї№ж»тЎјЖдЛыёЁЦъ№¤ѕЯАґІвБїЛщОЅµДєё·мјёєОЖ«ІоЈ¬АэИзЈєёЗГжІгУаёЯ№эґуЎўёщІїёЯ¶И№эґу»т±нГжЎѕµД І»№жФтРФЈ¬ИлТ§±ЯЎўЅУН·И±ПЭЎў·ЙЅ¦µИЎЈёЁЦъ№¤ѕЯєНБї№жµДѕ«Чј¶И±ШРл·ыєПТЄЗуµД№«ЎрІоЦµЎЈ

ДїКУјмІвЎѕ±кЧјµИј¶
¶ФУЪєё·мДїКУјмІвЎМµДУ¦УГ±кЧјєНµИј¶ТЄЗуУ¦ВъЧгISO17635±кЧјёЅВјAЦРµДТЄЗуЈ¬ИзПВЎщ±нЛщКѕЈє

2 Йш Нё јм Ів

ЙшНёјмІвКЗТ»ЦЦТФГ«Пё№ЬЧчУГФАнОЄ»щґЎµДјмІй±нГжїЄїЪИ±ПЭЁ}µДОЮЛрјмІв·Ѕ·ЁЎЈ
ЙшНёјмЎцІвїЙУГАґјмІвСУЙмЦБ±нГжµДїЄїЪИ±ПЭЈ¬ИлЖшїЧЎўБСОЖЎўЖрЦеЎўХЫµюµИЈ¬ЦчТЄУГАґјмІйЅрКфІДБПЈ¬ТІїЙУГАґјмІйЖдЛы·ЗЅрўЩКфІДБПЈ¬З°МбКЗХвЦЦІДБПІ»КЗ¶аїЧРФІДБПЎЈ
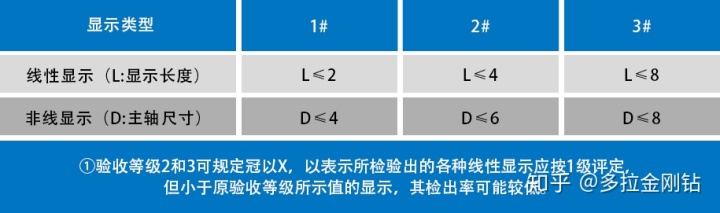
ЙшНёјмІвµДПФКѕ¦ШЎЎЖА¶ЁФЪЙшНёјмІвЦРЅ«И±ПЭПФКѕ·ЦОЄПЯРФєНЎб·ЗПЯРФЈ¬ПЯРФПФКѕКЗЦёі¤їн±ИґуУЪ3µДПФКѕЈ¬·ЗПЯРФПФКѕКЗЎтЦёі¤їн±ИРЎУЪµИУЪ3µДПФКѕЎЈФЪ±кЧјISO23277ЦР№ж¶ЁБЛєё·мПФКѕµДФКРнј«ПЮЈ¬јыПВ±нЈє
3 ґЕ ·Ы јм Ів
ґЕРФјмЎЅІвЦчТЄККУГУЪјмСйМъґЕРФІДБПєё·мµД±нГжУлЅь±нГжИ±ПЭЈ¬АэЎ©ИзМјёЦ»тµНєПЅрёЦ±нГжµДєёЅУБСОЖЎўЖЈАНБСОЖУлУ¦Б¦ёЇКґБСОЖµИЎЈ
ґЕ·ЫјмІвµДЁЏ±кЧј
ISO17638:2003єё·мОЮЛрјмЎвІвЎЄЎЄґЕ·ЫјмІв
ISO2009єёЅУЅУН·µДґЕ·ЫјмІвЎЄЎЄСйКХµИј¶
јмІвФАнМъґЕЦК№¤јю±»ЁиґЕ»ЇєуІъЙъёРУ¦ПЯЈ¬µ±№¤јю±нГж»тЅь±нГжґжФЪµДИ±ПЭУлґЕёРУ¦ПЯіЙЎыґ№Ц±»тЅьУЪґ№Ц±ЅЗ¶ИК±Ј¬ґЕёРУ¦ПЯ©–»бФЪИ±ПЭґ¦ТзіцЈ¬ґУ¶шІъЙъґЕіЎЈ¬В©ґЕіЎНЁ№эОьТэК©јУФЪґЛґ¦µДґЕ·ЫЎъЈ¬РОіЙїЙјыµДИ±ПЭґЕєЫЈ¬Ѕ«И±ПЭµДО»ЎэЦГЎўРОЧґЎўєНґуРЎПФКѕіцАґЎЈ
јмІв·Ѕ·Ёј°Ў»іМРт
ґЕ·ЫјмІв·Ѕ·ЁёщѕЭґЕ»Ї№¤јюєНК©јУґЕ·ЫЎўґЕРьТєµДЁђК±»ъЈ¬·ЦОЄБ¬Рш·ЁєНКЈґЕ·ЁЈ¬ЖдІЩЧчіМРтТ»°г°ьАЁФ¤ґ¦АнЎўґЕ»ЇЎўК©јУґЕ·ЫЎўґЕєЫЎУµД№ЫІмЎўјЗВјЎўНЛґЕЎўєуґ¦АнµИЎЈ
ґЕєЫµД№ЫІмєНЖА¶Ё
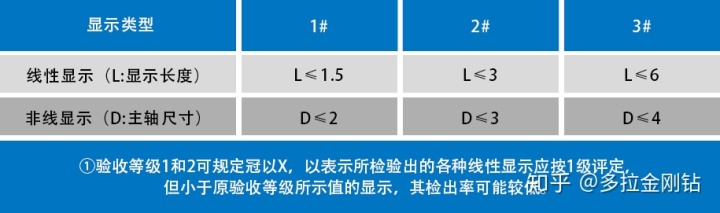
ёщѕЭґЕєЫµДі¤ЦбєН¶МЦбЁиЦ®±ИЈ¬РЎУЪµИУЪ3µДИ±ПЭґЕєЫОЄ·ЗПЯРФПФКѕЈ¬ґуУЪ3µДИ±ПЭґЕєЫОЄПЯРФПФКѕЈ¬µ±Т»ЧйґЕєЫЁђЦРЈ¬јмѕЯРЎУЪПаБЪЅПРЎґЕєЫЦчЦбіЯґзµДИОєОБЪЅьґЕєЫЈ¬У¦ЧчОЄ¶АБўµДБ¬РшґЕєЫЅшРРЖА¶ЁЎЈјмІвГжїн¶ИУ¦°ьАЁєё·мєНБЪЅьДёІДЈЁБЅІаёч10mmЈ©ЖдСйКХµИЁ“ј¶јыПВ±нЈє
РВОЕЧКС¶
- КІГґКЗі§·ї°ІИ«јш¶Ё 06/02
- №«ХэРФЙщГч-ХэіПјмІв 05/29
- АН¶ЇЅЪ·ЕјЩЦµ°а 04/27
- ЗЕБєјмІвµДДЪИЭєНјмІв·Ѕ·Ё 04/20
- ґєЅЪ·ЕјЩНЁЦЄ 01/12
БЄПµОТГЗ
QQЈє214874532
КЦ»ъЈє15356776819
µз»°Јє0577-88138421
УКПдЈєContect@Wzzcjc.com
µШЦ·ЈєХгЅКЎЎЗОВЦЭёЯРВјјКхІъТµїЄ·ўЗшРЛЖЅВ·27єЕµЪ1-3Іг